Поликарбонат
Погонная энергия резки 11,5(Дж/М).10-2.Склонен к растрескиванию, резка возможна только листов малой толщины, до 1-2 мм. Кромка зеркально-тёмная, после разрезания часто ломается по развившимся из шва трещинам. Не рекомендована лазерная обработка. Сотовый поликарбонат толщиной до 4-6 мм режется, но очень медленно, при избыточном охлаждении.
Полиэфирное стекло (ПЭТ, ПЭТФ, ПЭТГ)
Удельная энергия резки 1,8(Дж/кг)х10-6.

Режется при термической деструкции. Образует хорошо выраженную, прозрачную кромку. Свили и неровности около шва выражены мало. Зубчатые неровности шва проявляются при избыточности энергии резки. Использование специальной оснастки необходимо для точной коррекции, учитывающей проявления коробления, волнистости, скручивания и изменений толщины, при разогреве материала ПЭТ во время резания. Это могут быть как вакуумные фиксаторы плиты материала на столе станка, так и жёсткие прижимные шаблоны с принудительным, жидкостным отводом тепла, фиксирующие линейные размеры детали.
Стиролакронитрил (САН)
Удельная энергия резки 2,8(Дж/кг)х10-6.

Новый полимерный материал. Режется расплавлением. Окисленный край незначителен. Металлизированный или зеркальный слой, если он нанесён, осложняет фокусировку и подбор режима.
Значительное отражение луча, приводит к загрублению работы контура САР, ухудшая точность температурной зоны. Повреждение металлизации вдоль шва предотвращают наклеиванием специального раккорда или нанесением защитной пасты. Рекомендован более жёсткий режим охлаждения. Проектированию ТПП вполне удовлетворяет.
Облицовочные пластики. Термопласт АБС (акрилбутадиенстирол)
Типичный представитель этой группы материалов близок по параметрам к полистиролу и винипласту, сходен и в технологии обработки. Для лазерной резки и раскроя используют только тонкие листы (до 1-2 мм). Это трудоёмкий процесс. Кромка шва среза блестящая, светло-жёлтая. Разброс параметров в партии материала приемлем для проектирования ТПП. Токсичен. Сложные эфиры, ароматические, стироловые производные.
Винипласт. Полистирол ПС.
Удельная энергия резки 1,8(Дж/кГ)х10-6. Погонная энергия резки 0,8(Дж/М)х10-2.

Лазерная резка расплавлением. Дефекты бывают по краям шва в виде плёнки насыщенной продуктами распада эрозионного факела и наплавлений, заусенец, тонких нитей Плёнка плотная, тёмного оттенка.
При подборе удачного режима резания плёнка практически прозрачна и не видна. Обильные выделения расплава в виде тонких нитей требуют постоянной очистки технологического стола и системы аспирации. Высокая трудоёмкость. Токсичные выбросы сложных производных окисления стирола.
Рекомендована закрытая вытяжная камера для стола резки. При удачном подборе режима шов не содержит остаточных напряжений.
Акриловое стекло (оргстекло)
Удельная энергия резки 2,0(Дж/кГ)х10-6
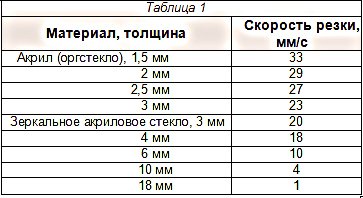
Скорости и режим резания подбирают для получения качества «зеркальной кромки». Лазерная резка происходит моментальным испарением, возгонкой. Удаление продуктов выброса ведётся сжатым воздухом, с добавлением аргона или других нейтральных газов.
Температура зоны резки регулируется системой автоматической регулировки (САР), связывающей параметры величин подачи газового охладителя, скорости реза и мощности луча.
Кромка отреза имеет прозрачность и едва видимые тонкие поперечные полосы. Склонность к оплавлению и вспениванию, острые зубцы, имеют места нарушений режима резания. Не оставляет напряжений вдоль шва, трещин, свилей и натёков. Хорошо обрабатывается.
При ЧПУ- программировании процесса раскроя необходимо особое внимание уделить аппроксимации скорости резания в местах закруглений, изгибов траектории для предотвращения выхода режима резания из зоны оптимальности поддерживаемой САР. Плавное охлаждение шва среза, необходимо для съёма остаточных напряжений. В простейшем случае для этого подают горячий воздух.